
Rework and repair are common terms used in manufacturing, automotive, fabrication, machining, assembly, and quality management systems. Whenever a product does not meet specified requirements, organizations must decide whether the product can be reworked, repaired, or scrapped.
A clear rework and repair procedure helps reduce losses, improve customer satisfaction, and maintain compliance with ISO 9001 and IATF 16949 requirements.
- What is Rework?
- What is Repair?
- Difference Between Rework and Repair
- Rework and Repair Definition in Quality Management
- Why Rework and Repair Procedure is important
- Standard Rework and Repair Procedure in manufacturing
- 1. Detection of Nonconforming Product
- 2. Identification and Segregation
- 3. Raise Rejection Record
- 4. Review by Cross Functional Team
- 5. Approval before repair
- 6. Perform Rework or Repair
- 7. Re-Inspection
- 8. Traceability Record
- 9. Release or Scrap Decision
- Rework and Repair Example in Automotive Industry
- Rework and Repair in Automotive Industry
- Rework and Repair Difference IATF 16949
- ISO 9001 / IATF Relevant Clauses
- Rework Report Format
- Common Causes of Rework in Manufacturing
- How to Reduce Rework and Repair Cost
- Best Practices for Rework Control
- Risks of uncontrolled repair
- KPI for Rework Monitoring
- Frequently Asked Questions
- How to rework & repair for Rust, Burr, Porosity, Spatter & Nugget failure:
- Conclusion
- Need help reducing Rework & Quality issues?
In this detailed guide, you will learn:
- Rework and repair definition
- Difference between rework and repair
- Rework and repair procedure
- Rework and repair examples
- Rework and repair in automotive industry
- IATF 16949 requirements
- Best practices to reduce rework cost
What is Rework?
Rework means correcting a nonconforming product so that it fully meets the original drawing, specification, standard, or customer requirement.
After rework, the product should be restored to its original acceptable condition.
Rework Examples
- Removing burr from stamping component
- Re-torqueing loose bolt
- Repainting surface after paint defect
- Replacing wrong label with correct label
- Re-machining oversize hole within tolerance
- Re-inspection after correction
Rework is generally preferred because the product returns to original specification.
What is Repair?
Repair means correcting a nonconforming product to make it usable or acceptable, but it may not fully return to the original specification unless approved.
Repair usually needs technical review and customer approval if product performance may be affected.
Repair Examples
- Welding crack in fabricated part
- Thread repair using helicoil
- Surface dent rectification
- Filling cosmetic damage
- Electrical solder correction on PCB
- Structural reinforcement modification
Difference Between Rework and Repair

| Point | Rework | Repair |
|---|---|---|
| Purpose | Restore to original specification | Make product usable |
| Final Condition | Meets original requirement | May differ from original |
| Approval Need | Internal approval usually enough | Often customer/engineering approval needed |
| Risk Level | Lower | Higher |
| Example | Deburring part | Crack welding |
| Rework | Repair |
|---|---|
| Part is as per the customer drawing after rework | The Part is OK for the intended use, fitment only after repair |
| There is no need for customer approval | Customer approval is required for repairing |
| There is no physical change in the part after rework | There is a physical change in the part after the repair |
| Example: 1. In case of a hole undersize in drilling or punching operation, the correct size hole is drilled. 2. In machining diameter is oversized, then the correct diameter is made by machining. 3. For removing small burrs in sheet metal parts. | Example: 1. In the case of porosity in welding. 2. In case of hole shift, filling by welding & then redrilling at the OK position. |
Rework and Repair Definition in Quality Management
In QMS systems, rework and repair are part of control of nonconforming outputs. When defective material is found, the organization must identify, segregate, review disposition, and take suitable action.
Related internal reading: Control of Nonconforming Product Procedure
Why Rework and Repair Procedure is important
A documented rework and repair process helps organizations:
- Reduce scrap cost
- Prevent wrong material dispatch
- Maintain traceability
- Ensure customer satisfaction
- Control repeated defects
- Meet audit requirements
- Improve productivity
- Reduce warranty risk
Standard Rework and Repair Procedure in manufacturing
1. Detection of Nonconforming Product
Defect may be found during:
- Incoming inspection
- In-process inspection
- Final inspection
- Customer complaint
- Internal audit
- Production line rejection
2. Identification and Segregation
Rejected material should be:
- Tagged clearly
- Shifted to rejection area
- Blocked in ERP/system if applicable
- Separated from OK stock
3. Raise Rejection Record
Prepare rejection note containing:
- Part name
- Part number
- Quantity
- Defect type
- Shift/date
- Process stage
- Inspector name
4. Review by Cross Functional Team
Team may include:
- Quality
- Production
- Maintenance
- Engineering
- Stores
They decide:
- Rework possible?
- Repair possible?
- Use as is with concession?
- Scrap?
5. Approval before repair
If repair affects fit, form, function, durability, safety, or appearance, approval from customer or engineering authority should be taken.
Especially important in automotive industry.
6. Perform Rework or Repair
Only trained persons should perform correction using approved method.
Examples:
- Deburring
- Re-machining
- Retightening
- Welding
- Surface treatment
- Replacement of minor components
7. Re-Inspection
After completion, product must be rechecked against:
- Drawing
- Specification
- Control plan
- Gauge limits
- Functional requirement
8. Traceability Record
Maintain records of:
- Quantity reworked
- Quantity repaired
- Operator name
- Date
- Method used
- Final result
9. Release or Scrap Decision
After verification:
- Accept and release
- Hold for customer review
- Scrap material
Rework and Repair Example in Automotive Industry
Automotive industry uses strict defect control due to safety and customer expectations.
Example 1: Rework
A bracket has burr after stamping. Burr removed, dimensions rechecked, accepted.
Example 2: Repair
Thread damaged in housing. Helicoil inserted after engineering approval.
Example 3: Paint Repair
Minor paint dust defect corrected by sanding and repainting per approved process.
Example 4: Harness Repair
Loose terminal corrected and pull-force tested.
Rework and Repair in Automotive Industry
Automotive OEMs and Tier suppliers require tighter control because defects may lead to:
- Line stoppage
- Customer rejection
- Warranty claims
- Recall risk
- PPM increase
- Supplier downgrade
Therefore rework/repair in automotive usually needs:
- Documented work instruction
- Traceability
- Approval matrix
- Extra inspection
- Layered process audit review
- Root cause action
Rework and Repair Difference IATF 16949
IATF 16949 requires strong control over nonconforming product.
Important expectations include:
- Identify defective product
- Prevent unintended use
- Define rework instructions
- Verify product after rework
- Obtain approval for repair where required
- Maintain documented information
- Analyze trends and recurrence
Repair without authorization can become a serious audit nonconformity.
ISO 9001 / IATF Relevant Clauses
Useful clauses include:
- 8.7 Control of Nonconforming Outputs
- 8.5 Production and Service Provision
- 10.2 Nonconformity and Corrective Action
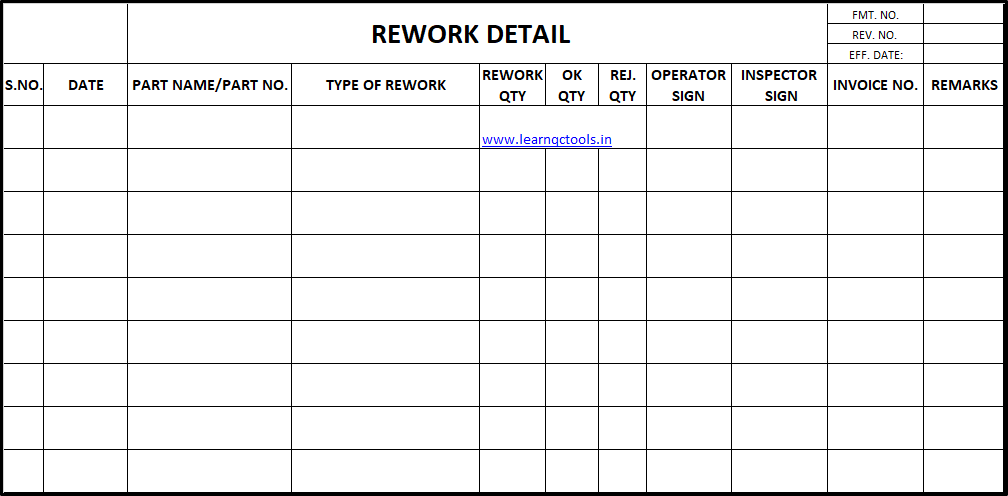
Rework Report Format
A good rework report should contain:
| Field | Details |
|---|---|
| Date | DD/MM/YYYY |
| Part Name | Component Name |
| Part Number | Code |
| Quantity | Nos. |
| Defect | Description |
| Root Cause | Reason |
| Action | Rework / Repair |
| Checked By | QA Name |
| Released By | Authority |
Common Causes of Rework in Manufacturing
- Wrong machine setting
- Tool wear
- Drawing misunderstanding
- Untrained manpower
- Incoming material defect
- Gauge calibration issue
- Handling damage
- Poor maintenance
- Incorrect packaging
How to Reduce Rework and Repair Cost
1. First Piece Approval
Approve first part before mass production.
2. Poka Yoke
Use mistake-proofing devices.
3. Operator Training
Skill training reduces human error.
4. Preventive Maintenance
Machine condition affects quality.
5. SPC Monitoring
Use control charts to detect variation early.
Related reading: SPC Explained
6. Layered Process Audit
Frequent checks on shop floor discipline.
Related reading: Layered Process Audit
7. Root Cause Analysis
Solve recurring problems permanently.
Related reading: Root Cause Analysis
Best Practices for Rework Control
- Separate rework area
- Color coded tags
- Daily review of rejection quantity
- Approval before repair
- Extra inspection after rework
- Monthly trend analysis
- Customer communication when needed
- Training certification for weld/repair operators
Risks of uncontrolled repair
If repair is done without approval:
- Product failure
- Customer claim
- Warranty return
- Safety issue
- Audit nonconformity
- Loss of business
KPI for Rework Monitoring
Track monthly:
- Rework %
- Repair %
- Scrap %
- Cost of poor quality (COPQ)
- Top defect reason
- Department-wise rejection
- Customer complaints linked to rework
Frequently Asked Questions
Is rework same as repair?
No. Rework restores product to original specification. Repair makes it usable and may need approval.
Which is better: rework or repair?
Rework is generally preferred because it returns product to required specification.
Does repair need customer approval?
In many industries, especially automotive, yes if fit, form, function, safety, or durability is affected.
What is an example of rework?
Removing burr and rechecking dimensions.
What is an example of repair?
Welding a crack after technical approval.
Is rework allowed in IATF 16949?
Yes, but it must be controlled, documented, verified, and approved where needed.

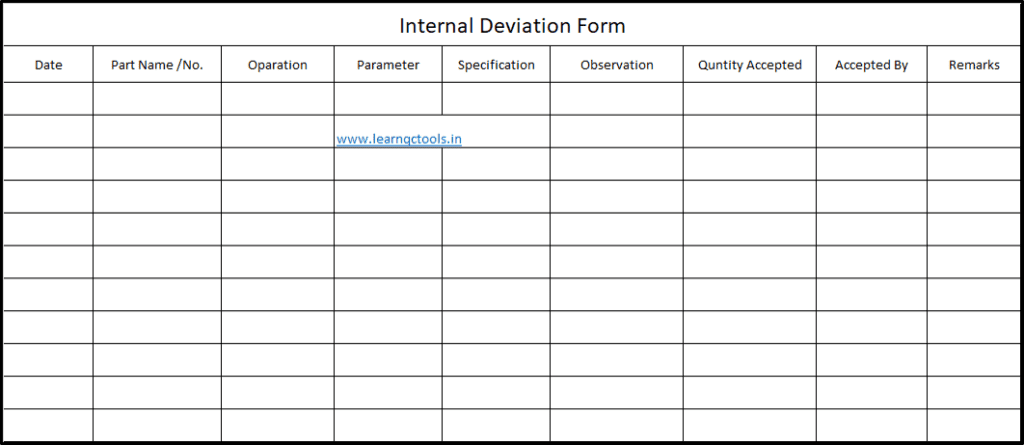
Internal Deviation Form:
How to rework & repair for Rust, Burr, Porosity, Spatter & Nugget failure:
For the reworking of rust:
First of all, put the wire brush wheel on the bench grinder. Then, after turning on the bench grinder, clean the rust by placing the rusted part on the edge of the buffing wheel. Keep in mind that the part should not be worn excessively, otherwise the part may be rejected. After cleaning the rust, keep the reworked part in a separate bin/trolley.
For reworking of burr:
First, put the buffing wheel on the hand grinder (P 120). Then hold the hand grinder in one hand and
After turning it ON, remove the hole burr by applying the hole burr part from the burr area to the edge of the buffing wheel. Keep in mind that the part with the hole bar should not be worn excessively on the buffing wheel; otherwise, the hole may be large/oversized and the part may be rejected. After removing the hole burr, keep the reworked part in a separate bin/trolley.
For repairing porosity:
In the case of porosity / hollow welding, apply the cutting wheel on the hand grinder. Then hold the hand grinder in one hand and after turning it ON, remove the hollow welding on the part with porosity / hollow welding by applying it on the edge of the cutting wheel. Then weld the part properly by placing it in the welding jig. After welding, keep the repaired part in a separate bin/trolley.
For repairing spatter:
If the part has a MIG welding spatter, remove all the spatter from the part with the help of a chisel and hammer. Keep in mind that do not hit the rework part too hard otherwise the part may be bent/rejected. After removing the MIG welding spatter from the part, keep the reworked part in a separate bin/trolley.
For the reworking of Nugget failure:
If the nugget fails, set the parameters of the spot welding machine again and clean the dust, rust and oil from the part with the help of a cloth. Spot welding the part properly again by placing the part in the welding jig. After welding, keep the reworked part in a separate bin/trolley.
Conclusion
Rework and repair are essential decisions in quality management. A proper rework and repair procedure helps manufacturers reduce losses, maintain compliance, and protect customer trust.
Always remember:
- Use rework when original specification can be restored
- Use repair only after proper review and approval
- Maintain records and traceability
- Focus on root cause elimination to reduce recurrence
For manufacturing companies, controlling rework and repair is not only a quality activity—it is a profitability activity.
Need help reducing Rework & Quality issues?
QC Tools Solutions provides expert consultancy for ISO 9001, IATF 16949 audits, QMS documentation, rejection reduction, and process improvement.
With 25+ years of experience, we help manufacturers improve quality and reduce losses.
Contact QC Tools Solutions today for practical consultancy support.
(mksharma.31@gmail.com)
Dear sir,
Greetings of day ,
Thanks for your valuable inputs, it’s great pleasure if you share the some more defect and rework method for wledings defects .
1)Pin hole
2)Burn Through
3)Weld bead offset
4) incomplete fusion
5)excess reinforcement
6)undercut
regards
karthik M
Awesome! I thank you your input to this matter. It has been useful.
very good post, i definitely really like this excellent website, continue it
Cool article it’s really. Friend on mine has long been awaiting just for this content.
I like this weblog very much, Its a rattling nice billet to read and find info .
There are some interesting points in time in this article but I don’t know if I see all of them center to heart. There is some validity but I will take hold opinion until I look into it further. Good article , thanks and we want more! Added to FeedBurner as well…
I’ve recently started a site, and the information you offer on this website has helped me greatly. Thank you for all of your time & work.
I genuinely enjoy examining on this web site , it has got great posts .
Your blog is one of the better blogs I’ve came across in months. Thank you for your posts and all the best with your work and blog. Looking forward to reading new entries!