Manufacturing industries face many quality problems such as customer complaints, supplier defects, line rejections, warranty failures, and repeated process issues. To solve these problems permanently, companies use structured problem-solving methods. One of the most effective and globally accepted methods is the 8D Problem Solving Methodology.
The 8D methodology is widely used in automotive, aerospace, engineering, electronics, and heavy manufacturing industries for root cause analysis and corrective action implementation. It is especially important in IATF 16949 and ISO 9001 quality management systems.
In this detailed guide, you will learn:
- What is 8D problem solving
- Why 8D is important in manufacturing
- 8D methodology steps explained
- Real manufacturing example
- Tools used in 8D
- Difference between 8D and CAPA
- Common mistakes in 8D reports
- Practical tips for implementation
- What is 8D Problem Solving?
- Why 8D Problem Solving is important in manufacturing
- 8 Steps of 8D Problem Solving Methodology
- D1 – Establish the Team
- D2 – Describe the Problem
- D3 – Implement Containment Action
- D4 – Identify Root Cause
- D5 – Choose Permanent Corrective Action
- D6 – Implement and Validate Corrective Action
- D7 – Prevent Recurrence
- D8 – Recognize the Team
- Real Manufacturing Example of 8D Problem Solving
- Tools Used in 8D Problem Solving
- Difference Between 8D and CAPA
- 8D vs A3 Problem Solving
- Common mistakes in 8D Reports
- How 8D Supports IATF 16949
- Best Practices for Effective 8D Implementation
- Free 8D Report PDF Format
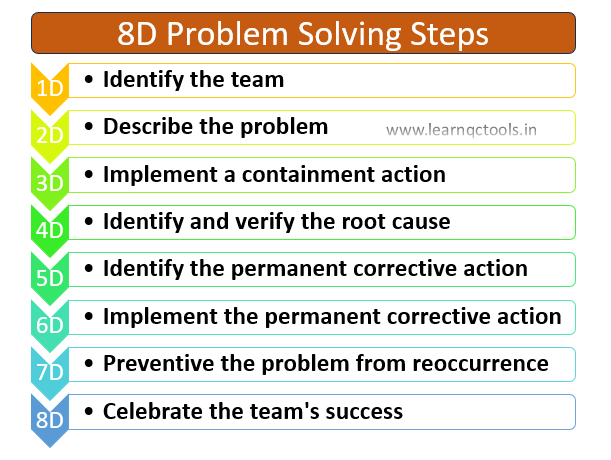
- 8D Problem Solving Steps in detail:
- D1: Identify and establish the team
- D2: Define and describe the problem
- D3: Implement containment actions
- D4: Determine, identify, and verify root causes and escape points
- D5: Choose and verify permanent corrections for the problem
- D6: Implement and validate corrective actions
- D7: Take Preventive measures to prevent recurrence
- D8: Recognize the team and their contribution
- Benefits of the 8D Problem-Solving Process:
- Frequently Asked Questions (FAQs)
- 8 Steps of the 8D problem-solving process
- 8D Flowchart:
- Conclusion
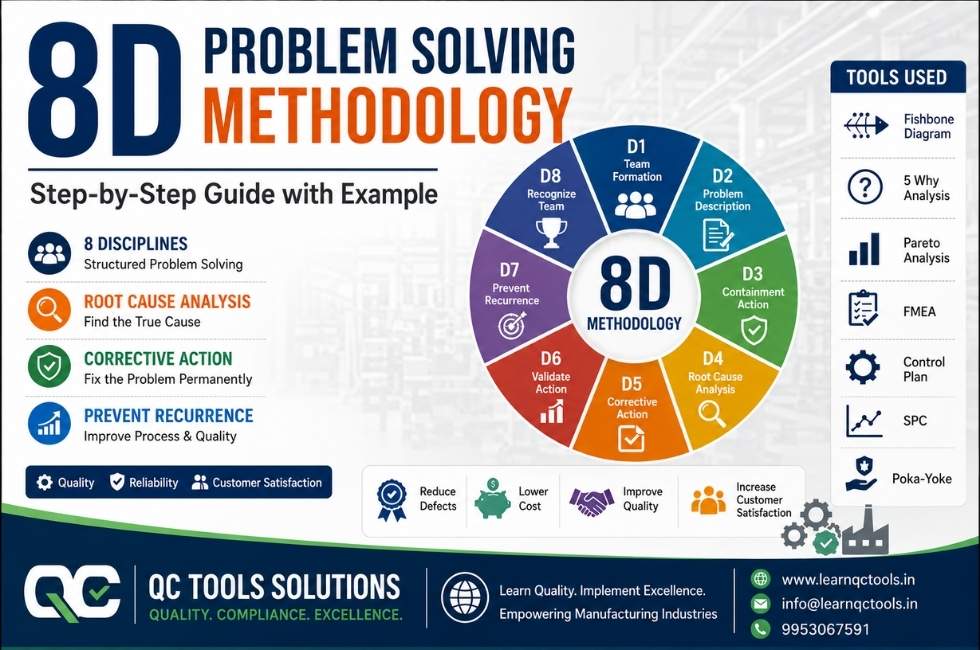
What is 8D Problem Solving?
8D stands for Eight Disciplines Problem Solving. It is a systematic approach used to identify, correct, and eliminate recurring problems.
The 8D method was originally developed by the automotive industry (Ford Motor) and later became a standard problem-solving technique across manufacturing sectors.
The primary objectives of 8D methodology are:
- Identify root cause
- Implement corrective action
- Prevent recurrence
- Improve customer satisfaction
- Strengthen manufacturing processes
The 8D process is commonly used for:
- Customer complaints
- Supplier quality issues
- Field failures
- Warranty claims
- Repetitive defects
- Safety problems
- Process failures
Why 8D Problem Solving is important in manufacturing
Manufacturing companies deal with quality issues daily. If problems are solved only temporarily, defects return again and again. The 8D methodology focuses on permanent corrective action instead of short-term fixes.
Benefits of 8D methodology:
- Reduces customer complaints
- Improves product quality
- Eliminates recurring defects
- Enhances supplier quality performance
- Improves team collaboration
- Supports IATF 16949 compliance
- Strengthens root cause analysis
- Reduces cost of poor quality (COPQ)
Automotive OEMs and Tier-1 suppliers often demand 8D reports from suppliers for customer complaints and field failures.
8 Steps of 8D Problem Solving Methodology
The 8D process contains eight structured disciplines.
| 8D Step | Purpose | Common Tools |
|---|---|---|
| D1 | Establish Team | Cross-functional team |
| D2 | Describe Problem | 5W2H, Is/Is Not |
| D3 | Implement Containment | Segregation, Sorting |
| D4 | Identify Root Cause | Fishbone, 5 Whys |
| D5 | Choose Corrective Action | Verification |
| D6 | Validate Corrective Action | Monitoring |
| D7 | Prevent Recurrence | FMEA, Control Plan |
| D8 | Recognize Team | Lessons Learned |
D1 – Establish the Team
The first step is to form a cross-functional team with knowledge of the process and product.
The team may include:
- Quality engineer
- Production engineer
- Maintenance engineer
- Supplier quality engineer
- Process owner
- Operator
A strong team ensures better root cause analysis and faster implementation.
D2 – Describe the Problem
The problem should be clearly defined using measurable data.
Most companies use:
- 5W2H
- Is/Is Not analysis
- Defect photographs
- Customer complaint details
Example:
- What: Scratch mark on component
- Where: Final inspection
- When: Night shift
- How many: 120 parts
- Customer impact: Line stoppage
A poorly defined problem leads to incorrect corrective action.
D3 – Implement Containment Action
Containment action protects the customer until permanent corrective action is implemented.
Typical containment actions:
- 100% inspection
- Sorting
- Rework
- Line stoppage
- Stock segregation
- Customer stock inspection
Containment action should be immediate and effective.
D4 – Identify Root Cause
This is the most critical step of the 8D process.
The objective is to identify:
- Root cause of occurrence
- Root cause of escape
Common root cause analysis tools:
- 5 Why Analysis
- Fishbone Diagram
- Pareto Analysis
- Process Mapping
Example:
Problem: Missing clip in assembly
Why 1: Clip not fitted
Why 2: Sensor did not detect missing clip
Why 3: Sensor bypassed during maintenance
Why 4: No validation after maintenance
Why 5: SOP missing verification step
Root cause:
Maintenance verification process was inadequate.
D5 – Choose Permanent Corrective Action
After identifying the root cause, the team selects permanent corrective actions.
Corrective actions should:
- Eliminate root cause
- Be practical
- Be measurable
- Prevent recurrence
Examples:
- Install poka-yoke system
- Update SOP
- Add sensor interlock
- Modify fixture design
- Add error-proofing
The team should verify whether corrective actions will actually eliminate the problem.
D6 – Implement and Validate Corrective Action
Corrective actions are implemented and monitored for effectiveness.
Validation activities may include:
- Process audits
- Customer feedback
- Defect trend analysis
- SPC monitoring
- Layered process audits
The company must ensure the defect does not recur.
D7 – Prevent Recurrence
This step ensures the same problem does not appear in other products or processes.
Typical preventive actions:
- Update FMEA
- Revise Control Plan
- Update SOPs
- Training programs
- Standardization
- Process audits
This step is extremely important in IATF 16949 systems.
D8 – Recognize the Team
The final step is to appreciate team efforts and document lessons learned.
Recognition improves:
- Team motivation
- Employee engagement
- Problem-solving culture
Lessons learned should be shared across departments.
Real Manufacturing Example of 8D Problem Solving
Customer Complaint Example in Automotive Industry
Problem
Customer reported missing clips in dashboard assembly.
D1 Team Formation
Cross-functional team formed with quality, production, and maintenance departments.
D2 Problem Description
- Defect: Missing clip
- Quantity: 45 vehicles
- Shift: Night shift
- Customer impact: Assembly line stoppage
D3 Containment Action
- 100% inspection started
- Customer stock checked
- Suspected batches isolated
D4 Root Cause Analysis
Root cause identified:
Sensor bypassed during preventive maintenance.
Escape point:
Layered process audit failed to verify sensor condition.
D5 Permanent Corrective Action
- Interlock system added
- Sensor validation checklist introduced
- Maintenance SOP updated
D6 Validation
No defect observed for 3 months.
D7 Prevention
- PFMEA updated
- Control Plan revised
- Training conducted
D8 Recognition
Team appreciated during monthly quality meeting.
Tools Used in 8D Problem Solving
Several quality tools support effective 8D implementation.
1. Fishbone Diagram
Used for identifying possible causes.
2. 5 Why Analysis
Used for deep root cause analysis.
3. Pareto Analysis
Helps identify major defect contributors.
4. FMEA
Prevents future failures.
5. Control Plan
Defines process controls.
6. SPC
Monitors process performance.
7. Poka-Yoke
Prevents human errors.
Difference Between 8D and CAPA
| Parameter | 8D | CAPA |
|---|---|---|
| Focus | Problem solving | System improvement |
| Structure | 8 disciplines | Corrective & preventive action |
| Industry Use | Automotive | All industries |
| Team Approach | Strongly team-based | May be individual |
| Root Cause Depth | Very detailed | Moderate |
| Customer Complaint Use | Common | Common |
8D is more structured and detailed compared to traditional CAPA systems.
8D vs A3 Problem Solving
| Feature | 8D | A3 |
|---|---|---|
| Origin | Automotive | Toyota |
| Documentation | Detailed | One-page |
| Best For | Complex problems | Lean improvement |
| Customer Requirement | Frequently used | Less common |
Common mistakes in 8D Reports
Many companies fail to implement effective 8D methodology due to these mistakes:
- Weak problem definition
- Poor containment action
- Incorrect root cause analysis
- Blaming operators only
- No validation of corrective action
- Failure to update FMEA
- Lack of management involvement
The most common mistake is confusing symptom with root cause.
How 8D Supports IATF 16949
IATF 16949 strongly emphasizes:
- Problem solving
- Root cause analysis
- Corrective action
- Risk reduction
- Customer complaint management
8D methodology supports compliance with:
- Clause 10.2 Corrective Action
- Customer-specific requirements
- Supplier corrective action requests (SCAR)
Most automotive customers require suppliers to submit 8D reports within defined timelines.
Best Practices for Effective 8D Implementation
To make 8D successful:
- Use cross-functional teams
- Focus on data-based analysis
- Verify root cause properly
- Implement mistake-proofing
- Update quality documents
- Monitor effectiveness
- Train employees regularly
Strong management support is also essential.
Free 8D Report PDF Format
A standard 8D report generally contains:
- Customer complaint details
- Team members
- Problem description
- Containment action
- Root cause analysis
- Corrective action
- Preventive action
- Validation results
8D Problem Solving Steps in detail:
D1: Identify and establish the team
Establish a small group of people with the process and product knowledge, allocated time,
authority, and skills in the required technical disciplines to solve the problem and implement
corrective actions. Key points include
- Identify the team leader and team members.
- Establish a team of competent people with product and process knowledge.
- Identify the goals and objectives.
D2: Define and describe the problem
Describe the internal or external problem by identifying “what is wrong with what” and detailing the problem in quantifiable terms. Develop a clear problem statement and problem description
- Define the problem using the 5W2H approach and Process flow diagram
- The problem definition shall be based on facts.
D3: Implement containment actions
Define, verify and implement interim containment actions to isolate the effects of the problem from any
internal and external customers until permanent corrective actions are implemented.
- Containment actions are immediate measures taken against the problem to stop defect outflow to the customer end.
- Containment actions protect the customer’s production line from the quality problem until we define the root cause and implement necessary countermeasures.
- Examples of containment actions are: Displaying a Quality Alert Note, customer complaint awareness training to all concerned, and suspected material segregation at all stages.
D4: Determine, identify, and verify root causes and escape points
Isolate and verify the root cause by testing each root cause theory against the problem description and test data. Isolate and verify the place in the process where the effect of the root cause could have been detected and contained, but was not (escape point).
Root Cause Analysis is a systematic approach to identifying the Root Cause of a problem. We can utilize seven QC tools to identify the root cause of the problem.
Dictionaries & Encyclopedias
- Use brainstorming and Cause-and-Effect diagrams to identify all possible causes related to your problem.
- Verify/ Validate the identified potential causes.
- Select the best potential cause that contributes to the problem.
- Find the root cause using the 5-Why approach. The real root cause will be the gap in the system, procedure and work instruction.
- Identify the root cause of both the Occurrence and Outflow.
- Verify the root cause for necessary measures.
D5: Choose and verify permanent corrections for the problem
Select the best permanent corrective actions to remove the root cause and address the escape point in the process.
- Develop a solution to remove the root cause and escape point.
- Select the best solution to remove the root cause and escape point.
- Verify the effectiveness of the selected solutions.
- Verify that selected solutions do not cause undesirable effects.
- Document and verify the permanent corrective action.
D6: Implement and validate corrective actions
Plan and implement selected permanent corrective actions and remove the interim containment action.
- Implement the best solution to remove the root cause.
- Implement the best solution to address the escape point.
- Validate the effectiveness of the implemented solutions from the Customer’s perspective.
- Monitor the effectiveness of the implemented solutions and ensure that they do not cause any undesirable effects.
- Remove Interim Containment Action
D7: Take Preventive measures to prevent recurrence
Modify the necessary systems, including policies, methods, and procedures, to prevent the recurrence of the
problem and similar ones.
- Identify opportunities to improve and standardize systems, policies, methods, and procedures for the present problem and Document, like PFD, Control Plan and FMEA to prevent a recurrence.
- Implement Poka-Yoke (error-proofing) if possible.
- Do the effectiveness monitoring of permanent corrective actions.
- Do a horizontal deployment of corrective actions.
D8: Recognize the team and their contribution
Recognize team and individual contributions. Celebrate success and identify lessons learned.
- Perform a final review of the problem-solving project.
- Recognize the team’s success and individual contributions.
- Capture lessons learned and integrate findings into the 8D Problem-solving Process.
- Congratulations to your team. Reward and celebrate.
Benefits of the 8D Problem-Solving Process:
- Improved team-oriented problem-solving skills.
- Increased familiarity with a structure for problem-solving.
- Creation and expansion of a database of past failures & lessons learned to prevent problems in the future.
- A better understanding of how to utilize basic statistical tools is necessary for effective problem-solving.
- Improved effectiveness and efficiency in problem-solving.
- A practical knowledge of Root Cause Analysis.
- Enhanced skills for implementing corrective action.
- Better ability to identify necessary systemic changes and subsequent inputs for change.
- Open communication in problem-solving discussions increases effectiveness.
- An improvement in management’s understanding of problems and problem resolution.
Frequently Asked Questions (FAQs)
What is 8D in quality management?
8D is a structured problem-solving methodology used to identify root causes and implement permanent corrective actions for quality problems.
What is the purpose of an 8D report?
An 8D report documents the complete problem-solving process, including containment, root cause analysis, corrective action, and prevention.
What is containment action in 8D?
Containment action is a temporary action taken to protect the customer from defective products until permanent corrective action is implemented.
What is the difference between CAPA and 8D?
CAPA is a broader corrective action system, while 8D is a detailed team-based problem-solving methodology commonly used in automotive industries.
Which industries use 8D methodology?
8D is widely used in automotive, aerospace, electronics, heavy engineering, medical devices, and manufacturing industries.
What tools are commonly used in 8D?
Common tools include:
- 5 Why Analysis
- Fishbone Diagram
- Pareto Analysis
- FMEA
- Control Plan
- SPC
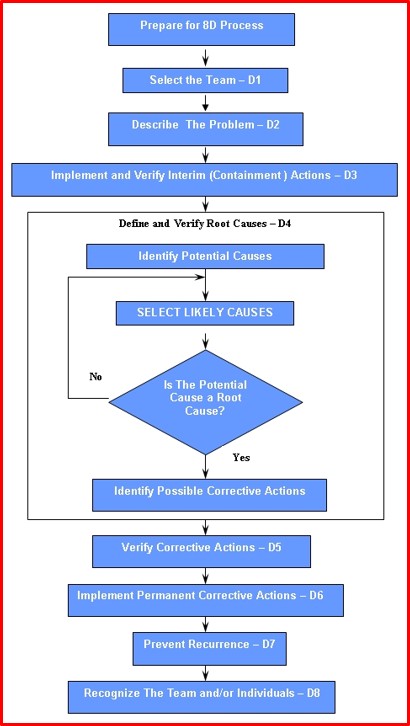
8 Steps of the 8D problem-solving process
8D Flowchart:
Benefits of the 8D Problem-Solving Process:
- Improved team-oriented problem-solving skills.
- Increased familiarity with a structure for problem-solving.
- Creation and expansion of a database of past failures & lessons learned to prevent problems in the future.
- A better understanding of how to utilize basic statistical tools is necessary for effective problem-solving.
- Improved effectiveness and efficiency in problem-solving.
- A practical knowledge of Root Cause Analysis.
- Enhanced skills for implementing corrective action.
- Better ability to identify necessary systemic changes and subsequent inputs for change.
- Open communication in problem-solving discussions increases effectiveness.
- An improvement in management’s understanding of problems and problem resolution.
History of 8D Methodology in Ford Motor Company
The 8D methodology started at Ford Motor Company in the late 1980s. It was first known as Team Oriented Problem Solving (TOPS). Ford created it to solve quality issues in a structured way. The method uses 8 simple steps to find problems, fix them, and stop them from happening again. Ford asked its suppliers to use 8D for defects and customer complaints. Over time, 8D Problem Solving became popular worldwide. Today, it is a global standard in the automotive industry and other sectors. It improves quality, reduces defects, and increases customer satisfaction.
Conclusion
The 8D Problem Solving Methodology is one of the most effective techniques for solving recurring manufacturing and quality problems. It helps organizations identify root causes, implement permanent corrective actions, and prevent defect recurrence.
Companies implementing proper 8D systems experience:
- Reduced customer complaints
- Improved product quality
- Better supplier performance
- Lower rejection costs
- Stronger customer confidence
In modern manufacturing industries, especially the automotive sector following IATF 16949, effective 8D implementation is no longer optional. It is an essential requirement for sustainable quality improvement and customer satisfaction.
8D Format in Excel:
Need support for 8D problem solving, customer complaint handling, supplier quality improvement, IATF 16949 audits, or root cause analysis implementation?
QC Tools Solutions provides consultancy support for manufacturing industries across Gurugram, IMT Manesar, Dharuhera, Bawal, Faridabad, and nearby industrial areas.
This is a great resource. Thank you for sharing.