Process Failure Mode and Effects Analysis (PFMEA) is one of the most important core tools used in the automotive manufacturing industry. The latest AIAG VDA FMEA methodology was jointly developed by the Automotive Industry Action Group (AIAG) and the German Automotive Industry Association (VDA) to improve risk analysis, process control, and product quality.
The AIAG VDA FMEA handbook introduced a new 7-step approach, Action Priority (AP) system, and a more structured methodology compared to the traditional AIAG 4th Edition FMEA. This harmonized method is now widely used by automotive OEMs and Tier suppliers implementing IATF 16949 requirements.
- AIAG VDA FMEA Full Form
- Why AIAG VDA FMEA was introduced
- AIAG VDA FMEA 7 Steps
- AIAG VDA FMEA AP Table (Action Priority)
- Difference Between AIAG VDA AP and Traditional RPN
- AIAG VDA PFMEA Example for Welding Process
- AIAG VDA PFMEA Format
- AIAG VDA FMEA PDF and Excel Template Download
- Benefits of AIAG VDA PFMEA
- Common Mistakes in AIAG VDA PFMEA
- AIAG VDA FMEA vs Traditional FMEA
- How AIAG VDA PFMEA Supports IATF 16949
- Frequently Asked Questions (FAQ)
AIAG VDA FMEA Full Form
AIAG stands for Automotive Industry Action Group and VDA stands for Verband der Automobilindustrie (German Automotive Industry Association).
AIAG VDA FMEA is a harmonized Failure Mode and Effects Analysis methodology jointly developed by AIAG and VDA for automotive manufacturers and suppliers. This methodology replaced the traditional AIAG 4th Edition FMEA by introducing:
- 7-step FMEA approach
- Action Priority (AP)
- Better linkage between process functions and failures
- Structured risk analysis
- Improved documentation and traceability
The AIAG VDA PFMEA approach helps organizations identify process risks before defects reach the customer.
Why AIAG VDA FMEA was introduced
Traditional FMEA methods had several limitations:
- Excessive focus on RPN values
- Weak linkage between functions and failures
- Inconsistent interpretation across customers
- Limited structure analysis
- Poor prioritization of actions
To solve these issues, AIAG and VDA developed a harmonized FMEA methodology that improves:
- Risk prioritization
- Cross-functional analysis
- Preventive quality planning
- Manufacturing process control
- Customer-specific requirement compliance
Today, AIAG VDA PFMEA is widely used in:
- Automotive manufacturing
- Sheet metal industries
- Machining operations
- Welding processes
- Plastic molding industries
- Assembly lines
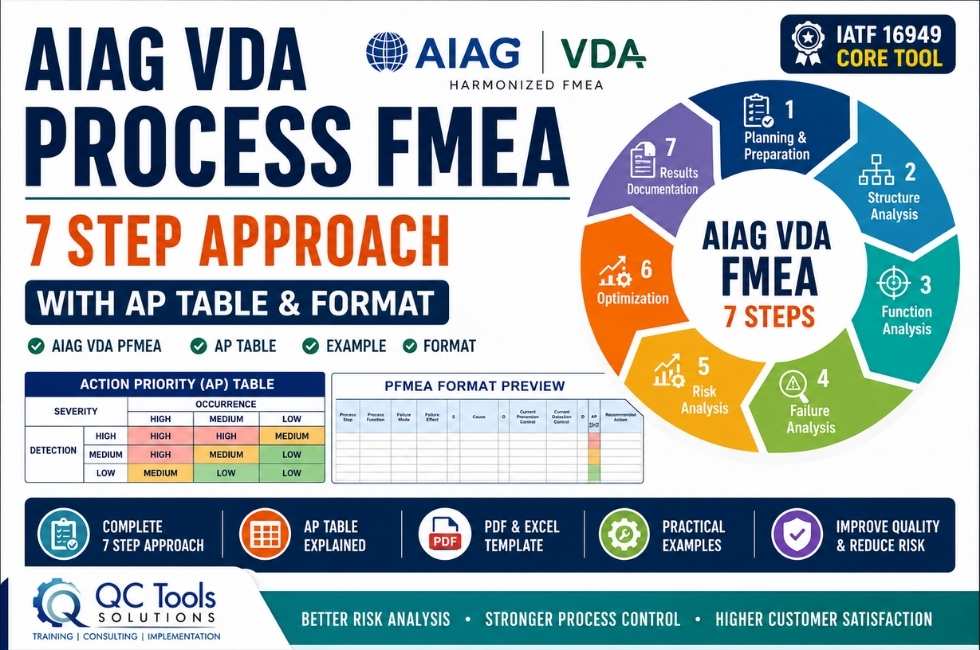
AIAG VDA FMEA 7 Steps
The latest AIAG VDA FMEA methodology follows a structured 7-step approach for better risk analysis and process understanding.
Step 1 – Planning and Preparation

This step defines:
- Scope of PFMEA
- Team members
- Process boundaries
- Customer requirements
- Timing and responsibilities
Inputs may include:
- Process flow chart
- Control plan
- Customer specifications
- Lessons learned
- Warranty data
Proper planning ensures effective implementation of AIAG VDA FMEA.
Step 2 – Structure Analysis
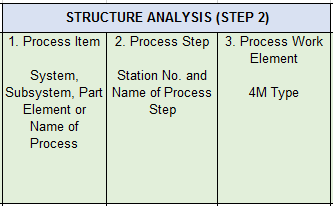
Structure analysis identifies the relationship between:
- Process steps
- Sub-processes
- Machines
- Tools
- Operators
- Incoming and outgoing interfaces
A structure tree is commonly used to visualize process relationships.
Example:
- Welding line
- Fixture
- Welding gun
- Operator
- Inspection station
This step improves process understanding and risk identification.
Step 3 – Function Analysis
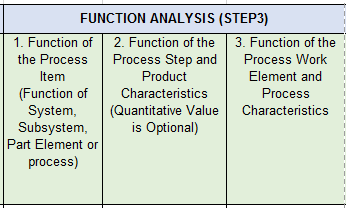
Function analysis defines:
- Intended process functions
- Product characteristics
- Process requirements
- Performance expectations
Examples:
- Spot welding should achieve proper weld strength
- Drilling operation should maintain hole diameter tolerance
- Torque tightening should meet specified torque value
Clear function analysis helps identify potential failure modes accurately.
Step 4 – Failure Analysis
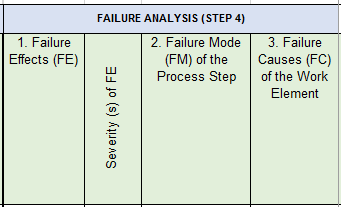
Failure analysis identifies:
- Failure modes
- Failure effects
- Failure causes
Example:
| Process Function | Failure Mode | Failure Effect | Failure Cause |
|---|---|---|---|
| Spot Welding | Weak weld | Customer complaint | Low current |
| Drilling | Oversize hole | Assembly rejection | Worn drill bit |
| Torque Tightening | Low torque | Loose assembly | Improper tool setting |
This step is critical in PFMEA preparation.
Step 5 – Risk Analysis
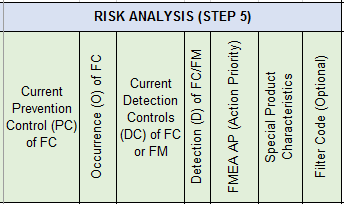
Risk analysis evaluates:
- Severity (S)
- Occurrence (O)
- Detection (D)
The AIAG VDA methodology uses Action Priority (AP) instead of only relying on RPN.
Higher risks require immediate corrective actions and stronger controls.
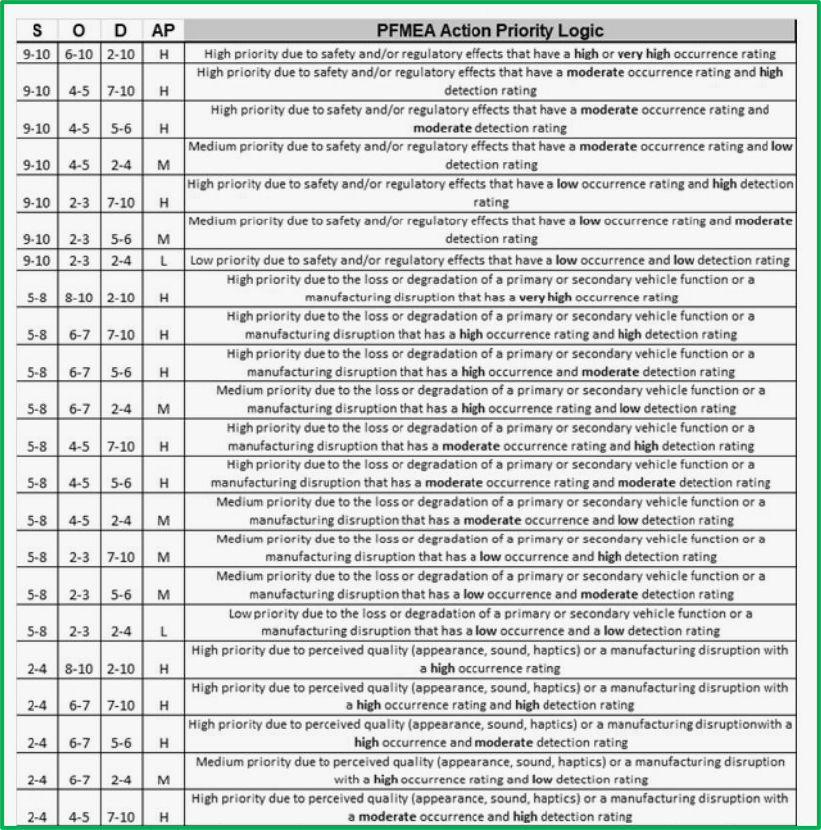
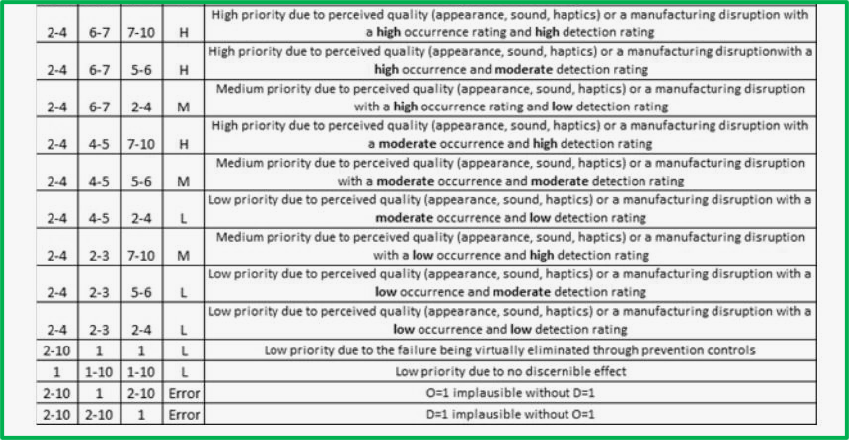
AIAG VDA FMEA AP Table (Action Priority)
The Action Priority (AP) table is one of the biggest changes introduced in the AIAG VDA FMEA handbook.
Traditional FMEA mainly focused on Risk Priority Number (RPN), but AIAG VDA emphasizes Action Priority to improve decision-making.
Simplified AIAG VDA AP Table
Understanding Action Priority
- High AP → Immediate action required
- Medium AP → Action recommended
- Low AP → Action optional
The AP system helps organizations prioritize actions more effectively compared to traditional RPN calculations.
Difference Between AIAG VDA AP and Traditional RPN
| Traditional FMEA | AIAG VDA FMEA |
|---|---|
| Uses RPN | Uses AP |
| Limited structure analysis | Structured 7-step method |
| Less linkage | Strong linkage |
| Older methodology | Harmonized global approach |
| Weak prioritization | Better action prioritization |
This is one of the most important changes in modern PFMEA systems.
Step 6 – Optimization
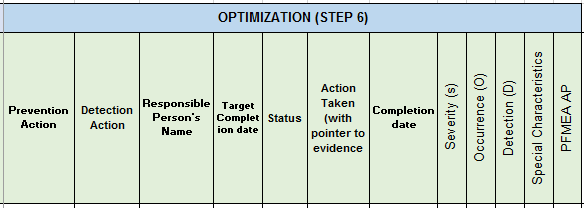
Optimization involves:
- Implementing corrective actions
- Reducing occurrence
- Improving detection methods
- Updating controls
- Improving poka-yoke systems
Examples:
- Installing sensors
- Adding automatic inspection
- Using error-proofing devices
- Improving work instructions
- Operator training
The objective is to reduce process risk and improve customer satisfaction.
Step 7 – Results Documentation
The final step includes documenting:
- Final AP rankings
- Implemented actions
- Revised controls
- Team approvals
- Lessons learned
Proper documentation supports:
- IATF 16949 audits
- Customer audits
- Supplier development
- Continuous improvement activities
AIAG VDA PFMEA Example for Welding Process
Below is a simple AIAG VDA PFMEA example used in automotive manufacturing.
| Process Step | Failure Mode | Effect | Cause | Prevention Control | Detection Control |
|---|---|---|---|---|---|
| Spot Welding | Weak weld | Customer complaint | Low welding current | Parameter setting | Visual inspection |
| Drilling | Wrong hole size | Assembly issue | Worn drill bit | Tool replacement plan | Vernier inspection |
| Torque Tightening | Loose bolt | Safety risk | Incorrect torque | Torque specification | Torque audit |
This type of AIAG VDA PFMEA example helps organizations identify process risks systematically.
AIAG VDA PFMEA Format
A standard AIAG VDA PFMEA format generally includes:
- Process step
- Process function
- Failure mode
- Failure effect
- Severity
- Failure cause
- Occurrence
- Prevention controls
- Detection controls
- Detection ranking
- Action Priority
- Recommended actions
- Responsibility and target date
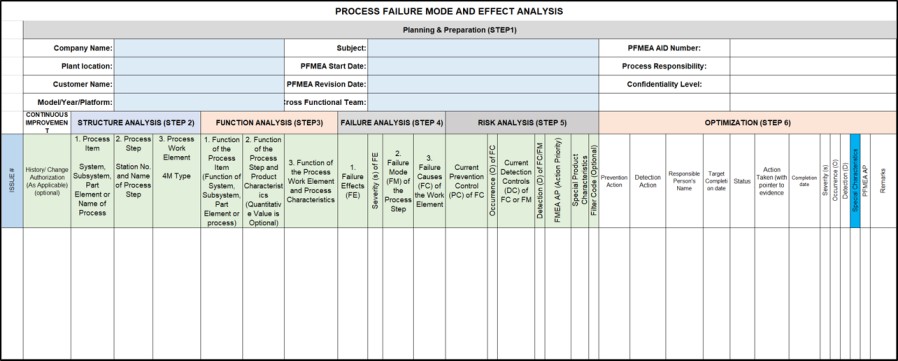
Many organizations use AIAG VDA FMEA Excel templates for documentation and implementation.
AIAG VDA FMEA PDF and Excel Template Download
Benefits of AIAG VDA PFMEA
The AIAG VDA PFMEA methodology offers several benefits:
- Better risk management
- Improved customer satisfaction
- Reduced process defects
- Enhanced process understanding
- Improved audit compliance
- Better cross-functional teamwork
- Stronger preventive quality system
- Effective implementation of IATF 16949 requirements
It also supports continuous improvement and manufacturing excellence.
Common Mistakes in AIAG VDA PFMEA
Many organizations make common mistakes during PFMEA preparation:
- Copy-paste PFMEA formats
- Weak failure analysis
- Incorrect AP evaluation
- Lack of cross-functional participation
- Failure to update PFMEA after process changes
- No linkage with control plans
- Ignoring customer complaints and lessons learned
Avoiding these mistakes improves the effectiveness of the FMEA system.
AIAG VDA FMEA vs Traditional FMEA
| Traditional FMEA | AIAG VDA FMEA |
|---|---|
| Uses RPN | Uses AP |
| Less structured | Highly structured |
| Limited analysis | Detailed 7-step analysis |
| Weak function linkage | Strong linkage |
| Older automotive standard | Modern harmonized approach |
AIAG VDA PFMEA provides a more practical and risk-focused methodology for automotive industries.
How AIAG VDA PFMEA Supports IATF 16949
IATF 16949 requires organizations to identify and control manufacturing risks effectively. AIAG VDA PFMEA supports:
- Risk-based thinking
- Preventive quality planning
- Control plan development
- Process control improvement
- Supplier quality management
- Customer-specific requirement compliance
PFMEA is also strongly linked with:
Frequently Asked Questions (FAQ)
What is AIAG VDA FMEA?
AIAG VDA FMEA is a harmonized Failure Mode and Effects Analysis methodology jointly developed by AIAG and VDA for automotive industries.
What are the 7 steps of AIAG VDA FMEA?
The 7 steps are:
- Planning and Preparation
- Structure Analysis
- Function Analysis
- Failure Analysis
- Risk Analysis
- Optimization
- Results Documentation
What is AP in AIAG VDA FMEA?
AP stands for Action Priority. It is used to prioritize corrective actions based on Severity, Occurrence, and Detection rankings.
Is RPN removed in AIAG VDA FMEA?
AIAG VDA mainly focuses on Action Priority (AP), although some organizations still monitor RPN for internal purposes.
What is the difference between AIAG 4th Edition and AIAG VDA?
AIAG VDA introduces:
- 7-step methodology
- AP table
- Better structure analysis
- Improved linkage between failures and functions
Why is PFMEA important in manufacturing?
PFMEA helps identify manufacturing risks before defects reach the customer, improving quality and reducing failures.
Action Priority (AP) :
In this new FMEA Action Priority (AP) replaced the RPN. The AP table provides the logic detail for the FMEA team for all 1000 combinations of S, O and D. It includes the logic-based description of each action priority level. There are 3 types of action priority in the AP table as below :
Priority High (H) :
The team must take or identify action to improve prevention or detection control. Or justify that the current control is OK.
Priority Medium (M) :
The team should take or identify action to improve prevention or detection control, or justify that the current control is OK.
Priority Low (L) :
There is a low priority for action. It means no need to take any action.
AIAG VDA FMEA Example:
Reference: AIAG VDA FMEA
Conclusion
AIAG VDA Process FMEA is a modern and structured risk analysis methodology designed for automotive manufacturing industries. The introduction of the 7-step approach and Action Priority system has significantly improved the effectiveness of PFMEA implementation.
Organizations implementing IATF 16949 should adopt AIAG VDA PFMEA to improve:
- Process quality
- Risk management
- Customer satisfaction
- Audit performance
- Continuous improvement
A properly implemented AIAG VDA PFMEA system can reduce manufacturing defects, strengthen process controls, and improve overall operational excellence.
Need support for:
- AIAG VDA PFMEA preparation
- IATF 16949 implementation
- Core tools training
- Process audits
- Supplier quality development
Contact QC Tools Solutions
📧 info@learnqctools.in
I think other web-site proprietors should take this web site as an model, very clean and fantastic user friendly style and design, as well as the content. You are an expert in this topic!
Great content! Keep up the good work!