If you are running a manufacturing company or preparing for ISO certification, one requirement that directly impacts your audit result and business performance is risk and opportunities in ISO 9001. Many organizations still treat this as documentation work, but in reality, it is a powerful tool to reduce failures, improve productivity, and win customer confidence.
This article explains risk and opportunities assessment in a practical, shopfloor-focused way with real manufacturing examples, formats, and implementation steps. It is designed to help you not only pass audits but also improve your business results.
What are Risk and Opportunities in ISO 9001
As per ISO 9001:2015 Clause 6.1, every organization must identify and address risks and opportunities that can affect the quality management system.
Risk means something that can go wrong and impact quality, delivery, or cost. Opportunity means a chance to improve performance, efficiency, or customer satisfaction.
In simple words, risk is about preventing loss, and opportunity is about creating gain.
Example from manufacturing:
- Risk: Machine breakdown during production
- Opportunity: Introduce preventive maintenance system
This concept is called risk-based thinking ISO 9001, and it replaces the old preventive action approach.
Why Risk and Opportunities Matter in Manufacturing
In industries like automotive, sheet metal, machining, and assembly, small risks can lead to big losses. A delayed supplier, a worn-out tool, or an untrained operator can stop production or create rejection.
Organizations that implement proper risk and opportunities assessment achieve:
- Lower rejection rate
- Reduced downtime
- Better delivery performance
- Strong audit results
This is why risk and opportunities IATF 16949 is even more strict, especially for automotive suppliers.
Step-by-Step Risk and Opportunities Assessment (Practical Method)
Instead of theoretical definitions, let’s see how to actually implement it in your factory.
Step 1 Identify Risks and Opportunities
Start from key processes:
- Sales and order review
- Purchase and supplier
- Production
- Quality inspection
- Dispatch
- Training
- New Product Development
Ask simple questions:
- What can go wrong here?
- What can be improved here?
Example:
| Process | Risk | Opportunity |
|---|---|---|
| Purchase | Supplier delay | Develop alternate supplier |
| Production | Machine failure | Preventive maintenance |
| Quality | Inspection error | Digital inspection system |
Step 2 Create Risk and Opportunities Register
A practical register should include:
| Process | Risk | Impact | Action | Responsible | Status |
|---|
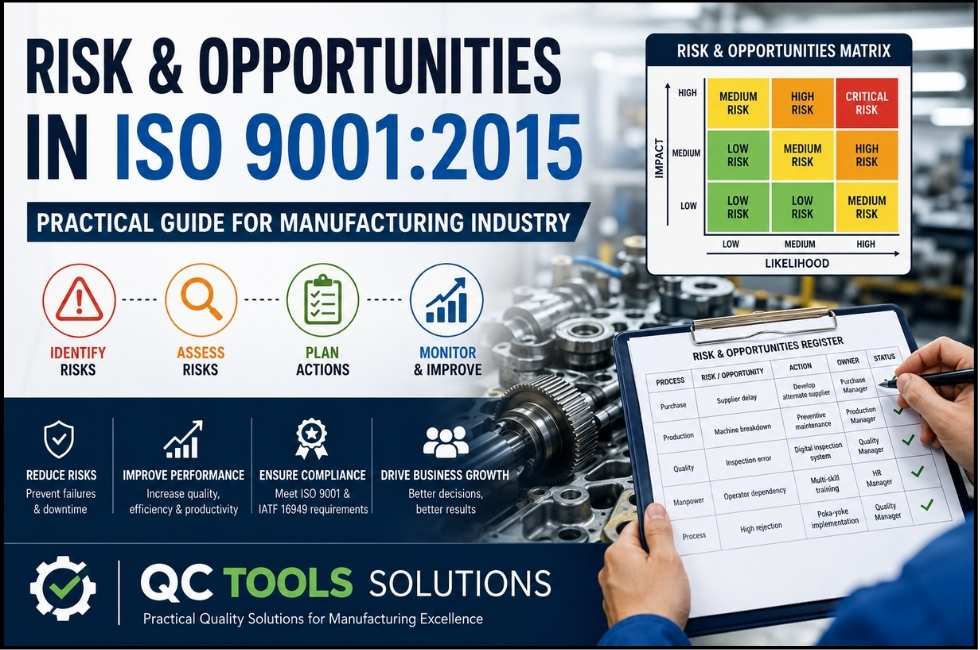
Step 3 Use Risk and Opportunities Matrix
To prioritize risks, use a risk and opportunities matrix based on:
- Severity (Impact)
- Occurrence (Frequency)
This helps you focus on high-risk areas first.
For example:
- High severity + high occurrence = Immediate action
- Low severity + low occurrence = Monitor
This approach is widely used in FMEA and IATF 16949 systems.
Step 4 Take Actions (Real Shopfloor Actions)
This is where most companies fail. They identify risks but do not take effective action.
Practical actions:
- Introduce preventive maintenance plan
- Develop second supplier
- Train operators for critical processes
- Use poka-yoke for error-proofing
Step 5 Monitor Effectiveness
Track results using:
- Rejection rate
- Customer complaints
- Machine breakdown hours
If risk is reduced, your system is working. If not, revise actions.
Real Risk and Opportunities Examples in Manufacturing
These examples are based on actual industry practices and will help you during audits.
Example 1 Supplier Risk
Risk: Single source supplier
Impact: Production stoppage
Action: Develop alternate supplier
Example 2 Machine Breakdown
Risk: Old machine failure
Impact: Delivery delay
Opportunity: Upgrade or implement predictive maintenance
Example 3 Quality Rejection
Risk: Manual inspection errors
Impact: Customer complaints
Opportunity: Introduce digital inspection or poka-yoke
Example 4 Skilled Manpower
Risk: Operator dependency
Impact: Inconsistent quality
Opportunity: Multi-skill training
Risk and Opportunities in IATF 16949
If you are working with automotive customers, then risk and opportunities IATF 16949 is more detailed.
You must integrate risk into:
- FMEA
- Control Plan
- APQP
- Supplier development
IATF focuses heavily on:
- Preventing defects
- Reducing variation
- Ensuring customer-specific requirements
Common mistakes companies make
Based on audit experience, these are the most common issues:
- Copy-paste risk register
- No link with actual process
- No review or update
- No measurable results
- Ignoring opportunities
Avoid these if you want strong audit performance.
How to make your system Audit-Ready
To impress auditors and customers:
- Keep your risk and opportunities register process-based
- Show linkage with KPI (rejection, delivery, complaints)
- Demonstrate actual improvements
- Involve team members (not only quality department)
Advanced strategy for better business results
Top companies do not treat this as ISO requirement. They use it as a business tool.
You can:
- Link risks with business plan
- Track cost of poor quality (COPQ)
- Use data for decision making
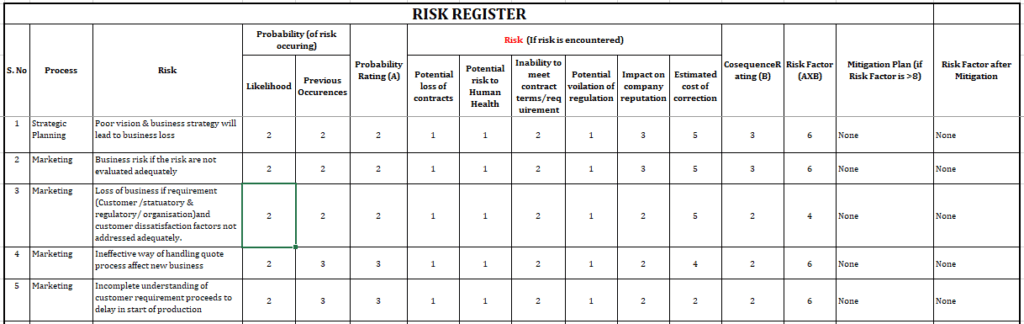
Process Description:
Management of Risk:
Identify the risk for all the processes in the organization.
Assign a probability rating to the identified risk; this probability is comprised of two elements:
Likelihood and previous Occurrences. Each element is given a score from 1 (lowest risk) to 5 (highest risk). The final probability rating is the average of the elements.
Assign a consequence rating if the risk were to be encountered; this consequence is comprised of five elements:
- Eventual loss of contract,
- Negative impact on existing customers,
- Inability to meet contract terms,
- Any violation of statutory regulations or law,
- Impact on the company’s reputation and estimated cost of correction.
Again, each element is given a score from 1 (lowest risk) to 5 (highest risk). The final consequence rating is the average of the elements.
Calculate a final Risk Factor based on the equation:
Risk Factor = Probability Rating x Consequence Rating
For risks with a final Risk Factor rating equal to or greater than the threshold set in the Risk Register, decide whether to reject the subject due to the risk or accept the risks after the development of a risk mitigation plan. The mitigation plan must be documented in the Risk Register.
Risks with a factor less than the risk threshold may be accepted without a mitigation plan unless otherwise directed by management.
Enter an estimated risk factor after mitigation in the final column of the risk register, which is an estimate of what the risk should be reduced to if the risk treatment is successful.
If a risk includes a potentially positive aspect, management may choose to perform an opportunity pursuit assessment of that positive component. This is rated on a scale from 1 (lowest risk) to 5 (highest risk), with the final probability rating calculated as the average of the individual elements.”
Risk Analysis:




Management of Opportunity:
Identify the opportunity in the processes under which the opportunity most likely falls.
Assign a probability rating to the identified opportunity; this probability is that the organization can achieve the opportunity. It is comprised of two elements: likelihood and previous occurrences.
Each element is given a score from 1 (lowest probability) to 5 (highest probability). The final probability rating is the average of the elements.
Assign a benefit rating to assess potential benefits if the opportunity is won. This is comprised of six elements:
- Potential for new business;
- Potential expansion of current business;
- Potential improvements in the organization’s ability to satisfy regulatory or statutory requirements;
- Potential improvements to the quality management system,
- Potential enhancements of the company’s reputation and the estimated cost of implementation.
Again, each element is given a score from 1 (lowest benefit) to 5 (highest benefit). The final benefit rating is the average of the elements.
Calculate a final Opportunity Factor based on the equation:
Opportunity Factor = Probability Rating x Benefit Rating
For opportunities with a final Opportunity Factor rating equal to or greater than the threshold set in the Opportunity Register, decide whether to pursue the opportunity through an “opportunity pursuit plan” or to abandon the opportunity altogether. The opportunity pursuit plan must be documented in the Opportunity Register.
Opportunities with a factor less than the opportunity target rating may be abandoned outright unless otherwise directed by management.
Enter the success result, once the opportunity has been closed; this includes entries for abandoning the opportunity, failing to win the opportunity, and three grades of success.
If an opportunity includes a negative aspect, management may elect to conduct a risk assessment on the negative aspect, as defined above.
Opportunity Analysis:



Risk Analysis of all processes in the organization should be done as FMEA is done & actions are taken.
Final Conclusion
Risk and opportunities in ISO 9001 is not about documents. It is about controlling your process before problems occur and improving your system continuously.
Companies that implement it practically always see:
- Better quality
- Lower cost
- Higher customer satisfaction
If you focus on real risks and real actions instead of theory, your system will not only pass audits but also drive business growth.
According to the ISO 9001 standard, organizations must adopt risk-based thinking to ensure consistent product quality and customer satisfaction. You can refer to the official ISO guidance on ISO 9001 risk-based thinking requirements for more details.
Need Practical Support for Implementation
If you are facing challenges like:
- Not sure how to prepare risk register
- Audit non-conformities in Clause 6.1
- Difficulty in implementing FMEA
- No real improvement after ISO certification
I provide practical consultancy support based on 25+ years of manufacturing experience.
✔ ISO 9001 Implementation
✔ IATF 16949 Risk Management
✔ Internal & Supplier Audit
✔ Shopfloor Improvement Projects
Serving areas: Gurugram, Manesar, Bawal, Dharuhera, Faridabad
Good info. Lucky me I reach on your website by accident, I bookmarked it.