
Sheet metal components are widely used in the automobile and engineering industries, but defects during forming and stamping operations are very common. These defects directly affect product quality, rejection rates, and customer satisfaction.
In this guide, you will learn common sheet metal defects, their causes and remedies, practical shop-floor insights, and the important role of bypass notches in controlling material flow and preventing defects. This article is especially useful for quality engineers, production engineers, and QMS professionals working in manufacturing industries.
What Are Sheet Metal Defects?
Sheet metal defects are the defects that occur during cutting, bending, deep drawing, or stamping processes. These defects are mainly caused by improper material flow, incorrect die design, poor process control, or handling issues.
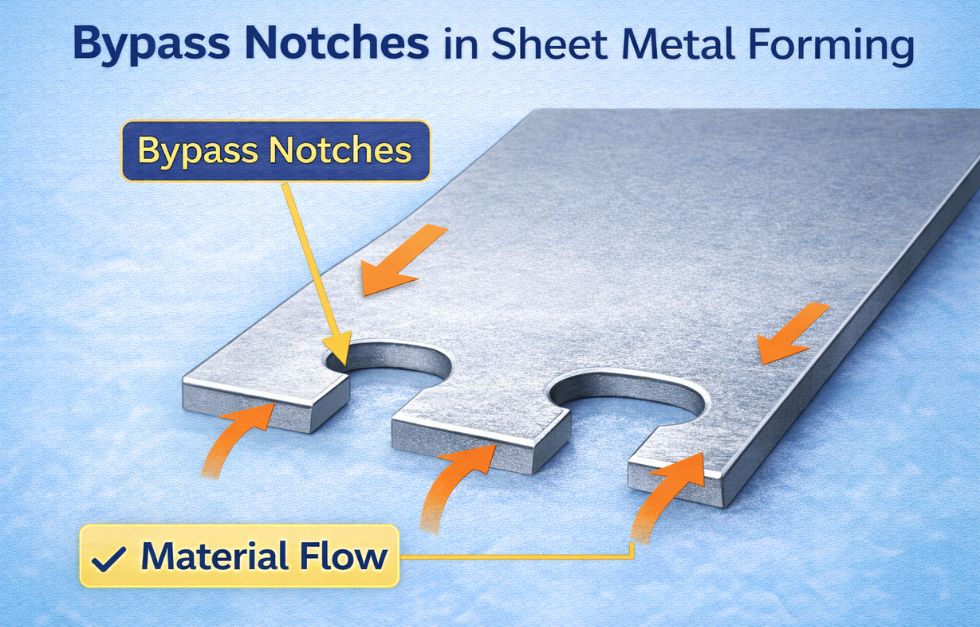
What Are Bypass Notches in Sheet Metal Forming?
Bypass notches are small relief cuts provided in sheet metal blanks to control the flow of material during forming operations. These are commonly used in stamping dies, especially in deep drawing and complex component forming.
Purpose of Bypass Notches in Stamping Dies
Bypass notches play a critical role in improving forming quality and preventing defects.
They help control material flow by allowing smooth redistribution of material during forming. They reduce compressive stresses, which helps in preventing wrinkling. They also minimize tearing by distributing strain more evenly across the component. In addition, they reduce residual stresses and improve overall dimensional stability of the part.
Bypass Notches and Defect Prevention
Bypass notches are directly linked to major sheet metal defects.
In wrinkling, they reduce excess material accumulation and compressive stress. In tearing, they help distribute strain and avoid localized failure. In thickness variation, they support uniform material flow. Overall, they improve surface finish and dimensional accuracy.
Practical Example from Automotive Industry
In automotive panel manufacturing, large sheet metal parts often develop wrinkles due to uncontrolled material flow. By introducing bypass notches in the blank design, engineers allow excess material to flow properly, which eliminates wrinkles and reduces rejection rates.
This practice is widely used in Tier 1 automotive suppliers and high-volume stamping operations.
Key Factors Affecting Sheet Metal Defects
Material properties such as ductility and grain size play a major role. Tool design including die radius and clearance is critical. Process parameters like pressure and speed influence defect formation. Lubrication conditions and operator handling also significantly impact final quality.
Best Practices to Prevent Sheet Metal Defects
Use proper die design and simulation before production. Maintain tooling regularly to avoid wear-related defects. Optimize blank holder force and lubrication. Apply root cause analysis tools such as Fishbone Diagram and 5 Why. Train operators on proper handling and inspection techniques.
List of Sheet Metal Parts Defects
Below is a commonly used list of sheet metal defects observed in stamping operations:
- Wrinkling
- Burr defect
- Cracks
- Springback
- Surface scratches
- Edge waviness
- Orange peel effect
- Dimensional variation
- Distortion or warping
- Oil canning
This list of sheet metal defects is frequently used by quality engineers, auditors, and production teams for inspections, control plans, and training presentations.
Wrinkle Defect in Sheet Metal
Wrinkling is one of the most common defects in sheet metal forming, especially in deep drawing and stamping operations. Wrinkles appear as unwanted folds or waves on the surface of the formed part.
Wrinkling in Sheet Metal Forming – Causes
Wrinkling occurs mainly due to compressive stresses exceeding the material’s ability to remain flat. Common causes include:
- Insufficient blank holder force
- Improper draw bead design
- Excessive blank size
- Uneven material flow
- Low material thickness
- Incorrect lubrication
In deep drawing operations, improper control of metal flow causes excess material to gather, leading to wrinkle defects.
Prevention of Wrinkling
- Optimize blank holder pressure
- Improve the draw bead design
- Use the correct blank size
- Maintain uniform lubrication
- Select appropriate sheet thickness
A wrinkle defect in sheet metal is often identified during visual inspection and can lead to rejection if not controlled at the process stage.
Burr Defect in Sheet Metal
A burr defect in sheet metal refers to sharp, raised edges formed after blanking, piercing, or shearing operations. Burrs will give safety risks, affect assembly, and degrade product quality.
Causes of Burr Defects
- Excessive tool wear
- Improper punch-to-die clearance
- Misalignment of tooling
- Poor tool material
- High cutting speed
As tools wear out, the material tears instead of shearing cleanly, producing burrs.
Prevention and Control of Burrs
- Maintain proper punch and die clearance
- Implement tool wear monitoring
- Regular tool regrinding and maintenance
- Optimize cutting parameters
- Deburring operations where required
Burr defect in sheet metal is a critical inspection point in automotive and precision components.
Wrinkling Due to Bypass Notches in Sheet Metal Stamping
In sheet metal stamping, bypass notches are often provided for assembly clearance or functional requirements. However, improper notch design can lead to wrinkling defects.
Why Bypass Notches Cause Wrinkles
- Non-uniform material flow around notches
- Stress concentration near cut edges
- Reduced restraint in localized areas
- Improper notch radius
During forming, metal flows unevenly near bypass notches, causing compressive stresses that result in wrinkles.
Remedies
- Optimize notch geometry and radius
- Modify the draw bead layout
- Increase blank holder force near notches
- Improve tool design simulations
This defect is commonly observed in automotive body parts and structural stampings.
Cracks and Tearing in Sheet Metal Parts
Cracks or tearing occur when tensile stress exceeds the material’s ductility during forming.
Causes
- Excessive forming depth
- Sharp die radius
- Low material ductility
- Incorrect grain direction
- Inadequate lubrication
Cracks often initiate at corners, punch radii, or high-stress zones.
Prevention
- Increase the die and punch radius
- Use a suitable material grade
- Control forming depth
- Optimize lubrication
- Align blank orientation with grain direction
Cracks are critical defects and usually result in complete rejection.
Springback Defect in Sheet Metal
Springback is the elastic recovery of sheet metal after unloading, leading to deviation from the intended shape or angle.
Causes of Springback
- High material strength
- Improper bending radius
- Insufficient over-bending
- Material thickness variation
Springback is common in high-strength steels and aluminum alloys.
Control Methods
- Over-bending compensation
- Use of restriking operations
- Material selection optimization
- Tooling design adjustments
Springback affects dimensional accuracy and assembly fitment.
Surface Scratches and Marks
Surface scratches are common cosmetic defects that affect appearance and coating quality.
Causes
- Improper handling
- Metal-to-metal contact
- Contaminated tooling
- Worn conveyors or fixtures
Prevention
- Use protective films
- Improve material handling practices
- Maintain clean tooling
- Use nylon or PU supports
Surface defects are especially critical for painted or decorative parts.
Edge Waviness and Distortion
Edge waviness occurs due to non-uniform stress distribution during shearing or forming.
Causes
- Improper shearing clearance
- Uneven material thickness
- Tool deflection
- Residual stresses
Remedies
- Optimize shearing parameters
- Improve tool rigidity
- Stress-relief processes where needed
Orange Peel Effect in Sheet Metal
The orange peel effect appears as a rough, uneven surface resembling orange skin after forming.
Causes
- Coarse-grain structure
- Excessive deformation
- Inappropriate heat treatment
Prevention
- Use fine-grain material
- Control deformation levels
- Improve material selection
Dimensional Variation in Sheet Metal Parts
Dimensional variation occurs when parts fail to meet specified tolerances.
Causes
- Tool wear
- Springback variation
- Material thickness fluctuation
- Process instability
Control
- Statistical process control (SPC)
- Regular tool calibration
- In-process inspection
Dimensional defects directly impact assembly and functional performance.
Inspection and Control of Sheet Metal Defects
Effective control of sheet metal parts defects requires a combination of process control and inspection techniques.
Common methods include:
- Visual inspection
- Go/no-go gauges
- Profile projectors
- Coordinate measuring machines
- Control plans and process audits
Integrating defect control into the control plan and process audit system helps prevent recurrence.
Sheet metal defects and remedies PDF:
Sheet Metal Parts Defects and Remedies Table
| S.No | Sheet Metal Defect | Process | Major Causes | Remedies / Preventive Actions |
|---|---|---|---|---|
| 1 | Wrinkling | Deep drawing, forming | ● Low blank holder force, ● Improper draw beads and ● Excess material flow | ● Increase blank holder force, ● Optimize draw beads, ● Correct blank size and improve lubrication |
| 2 | Burr defect | Blanking, piercing | ● Tool wear, ● Improper punch–die clearance, ● Misalignment | ● Maintain proper clearance, ● Tool regrinding and regular tool maintenance |
| 3 | Cracks | Forming, drawing | ● Excessive strain, ● Sharp die radius, ● Low ductility | ● Increase the die radius, ● Use a suitable material and control forming depth |
| 4 | Springback | Bending, forming | ● High-strength material, ● Improper bend radius | ● Over-bend compensation, ● Restriking operation, ●Tool design modification |
| 5 | Surface scratches | Handling, forming | ●Metal-to-metal contact, ●Dirty tooling | ●Use protective films, ●Improve handling, ●Clean tooling regularly |
| 6 | Edge waviness | Shearing, blanking | ●Uneven stress distribution, ●Improper clearance | ●Optimize shearing clearance, ●Improve tool rigidity |
| 7 | Orange peel effect | Forming | ● Coarse grain structure, ● Excessive deformation | ● Use fine-grain material, ● Control deformation |
| 8 | Dimensional variation | All processes | ●Tool wear, ● Springback variation, ● Material thickness variation | ● SPC implementation, ● Regular tool inspection, ● Process standardization |
| 9 | Distortion/warping | Welding, forming | ● Residual stresses, ● Uneven cooling | ● Stress relief process, ● Balanced welding sequence |
| 10 | Oil canning | Large flat panels | ● Residual stress, ● Thin material | ● Increase stiffness, ● Design reinforcements, ● Optimize forming process |
| 11 | Wrinkling near bypass notches | Stamping | ●Non-uniform material flow, ●Poor notch design | ●Improve notch geometry, ●Optimize draw beads, ● Increase local holding force |
| 12 | Sharp edges | Blanking, trimming | ● Excessive burr formation | ● Deburring process, ● Tool clearance correction |
Frequently Asked Questions
What are bypass notches in sheet metal forming?
Bypass notches are relief cuts used to control material flow and reduce defects during forming operations.
Why are bypass notches used in stamping dies?
They help prevent wrinkling, tearing, and uneven material distribution in sheet metal parts.
How do bypass notches control material flow?
They provide an alternative path for material movement, reducing stress concentration during forming.
Can bypass notches reduce wrinkles?
Yes, they significantly reduce compressive stresses that cause wrinkling in sheet metal components.
Conclusion
Sheet metal defects are a major challenge in manufacturing, but most of them can be controlled through proper understanding of material behavior, tool design, and process parameters.
Bypass notches play an important role in improving material flow and preventing critical defects such as wrinkling and tearing. For quality engineers and production teams, combining theoretical knowledge with practical implementation leads to better productivity, reduced rejection, and improved customer satisfaction.
CAPA for manufacturing defects
“Material behavior and deformation patterns play a critical role in defects such as wrinkling and orange peel; for deeper insights, the ASM International materials library is a helpful reference.”
I’m extremely impressed along with your writing abilities and also with the layout on your weblog. Is that this a paid theme or did you modify it your self? Either way stay up the nice quality writing, it’s rare to peer a nice weblog like this one today.
Ernestopro.com offers comprehensive solutions that effectively address various sheet metal defects in manufacturing. Their expertise ensures quality control and defect prevention throughout the process, making them an invaluable resource for anyone looking to improve their manufacturing outcomes. I highly recommend ernestopro.com for reliable assistance in resolving sheet metal issues efficiently.