Are you struggling with repeated rejection in production? Red Bin Analysis is one of the simplest yet most powerful quality tools used in manufacturing industries to identify defects, analyze root causes, and prevent recurrence.
If implemented properly, this method can significantly reduce rejection, improve process control, and strengthen your quality system.
- What is Red Bin Analysis
- Purpose of Red Bin Analysis
- Why Red Bin is Used for Rejected Parts
- Red Bin Analysis Process (Step-by-Step)
- Red Bin Analysis Example (Practical Case)
- Red Bin Meeting (Daily Quality Meeting)
- Common Mistakes to avoid
- Effective implementation tips
- Why is rejection analysis important?
- Steps of Red Bin Analysis in Quality Control :
- Benefits of Red Bin analysis:
- What is the use of a red bin in the assembly line?
- Why do we do red bin analysis?
- Countermeasure Action :
- Standardization & Horizontal Application :
- Red Bin Analysis Sheet :
- Red Bin Meeting Attendance Sheet :
- FAQ (Frequently Asked Questions)
- Conclusion
What is Red Bin Analysis
Red Bin Analysis is a systematic process where all rejected or defective parts are collected in a designated red bin and analyzed regularly to identify the root cause of defects and take corrective actions.
In most manufacturing industries, especially automotive and precision engineering, red color is used to indicate rejection or non-conforming products.
Purpose of Red Bin Analysis
The main objective of red bin analysis is to control and reduce rejection by identifying the actual reason behind defects.
Key purposes include:
- Identification of recurring defects
- Root cause analysis using tools like 5 Whys and Fishbone
- Immediate containment action
- Preventive action to avoid recurrence
- Improvement in overall product quality
Why Red Bin is Used for Rejected Parts
Red color is universally used as a visual control to indicate danger, stop, or rejection.
Benefits of using a red bin:
- Easy identification of defective parts
- Avoids mixing with good parts
- Improves workplace organization (5S)
- Supports audit compliance
Red Bin Analysis Process (Step-by-Step)
Step 1: Collection of Rejected Parts
All defective parts from production, inspection, or customer return are placed in the red bin.
Step 2: Segregation
Parts are segregated based on defect type, part number, or process stage.
Step 3: Daily Review
A daily meeting is conducted by the quality team and production team.
Step 4: Root Cause Analysis
Use tools like:
Step 5: Corrective Action
Define and implement actions to eliminate root causes.
Step 6: Monitoring
Track effectiveness and ensure defect does not repeat.
Red Bin Analysis Example (Practical Case)
Part Name: Gear Shaft
Process: Turning
Defect: Burr on edges
Quantity: 25 Nos
Root Cause: Tool wear not monitored
Corrective Action:
- Define tool change frequency
- Provide operator training
Result: Burr defect reduced significantly within 3 days
Red Bin Meeting (Daily Quality Meeting)
A red bin meeting is conducted daily to review rejected parts and take immediate action.
Typical participants:
Quality Engineer
Production Supervisor
Operator
Maintenance Team (if required)
Agenda:
- Review previous day rejection
- Identify major defects
- Perform root cause analysis
- Assign corrective actions
Duration: 15–30 minutes (short and effective)
Common Mistakes to avoid
No daily review of red bin
No root cause analysis (only sorting defects)
Actions not tracked
Same defects repeating
Always focus on root cause elimination, not just defect counting.
Effective implementation tips
✔ Use visual boards near red bin
✔ Track top 3 defects daily
✔ Link with Poka-Yoke wherever possible
✔ Maintain digital record (Excel or software)
✔ Review weekly trends
Why is rejection analysis important?

- If we do not do red bin meetings (analysis) on a daily basis, it will be very difficult for us to identify where to take action.
- There will be a high chance that defects can be bypassed to the customer end.
- Rejection costs will increase because no timely countermeasure action
- The cost of poor quality (COPQ) will increase.
So it is very important to do red bin meeting on daily basis & take action accordingly.
Steps of Red Bin Analysis in Quality Control :
- Put all defective parts in the red bin when detected.
- Do red marking on the defective parts for defects.
- A Red Bin should be placed near to operators in the shop.
- Put an identification tag on defective parts
- Identification tags should have information like Part name/ part number, quantity, date, shift, machine number, shop & reason for rejection etc.
- Make a CFT for the Red bin meeting with the leader.
- Make a designated area for the red bin meetings.
- Also decide the specified time for the red bin meeting.
- Also make an attendance record of the meeting.
- Carefully verify the defective parts during the red bin meeting.
- Involve operators while identifying the causes of the defect.
- Do brainstorming to identify potential causes
- Also verify the defect by visiting a place of occurrence. Follow the 3G rule.
- After doing a why-why analysis with the team to find out the root cause.
- Then take countermeasure action as per the actual root cause.
- Do effectiveness monitoring of the action taken.
Benefits of Red Bin analysis:
- Internal rejection reduction.
- Customer complaints reduction.
- Cost of poor quality (COPQ) is reduced.
- Corrective action is taken timely
- Customer satisfaction increase
- The cost of manufacturing reduced
- Increase in team competency
- It helps to identify where to take action
- Reduction in rejection and rework
- Faster problem identification
- Improved process control
- Better team involvement
- Strong audit compliance (ISO 9001, IATF 16949)
What is the use of a red bin in the assembly line?
The use of a red bin in an assembly line can vary depending on the specific context, but in general, a red bin is often used as a designated place for collecting defective or non-conforming products or components during the production process. The color red is typically used to signal the situation’s urgency and draw attention to the bin, indicating that these items require immediate attention and correction.
Having a designated place for defective items helps to ensure that they are properly separated from good items and that the assembly line can continue to operate efficiently. The red bin may also be used to track the quantity and types of defects for quality control purposes, allowing manufacturers to identify and address any recurring issues in the production process.
Why do we do red bin analysis?
Red bin analysis is a technique used to identify and eliminate waste in a manufacturing process. The term “red bin” refers to a waste bin that is designated for collecting discarded materials, scrap, and other items that are no longer needed in the process. The purpose of red bin analysis is to determine why these items are being discarded and to identify ways to prevent the waste from happening in the future. This can help improve the efficiency and profitability of the manufacturing process by reducing the number of materials and resources used, and by reducing the amount of waste produced. Red bin analysis is an important tool for Lean and Six Sigma methodologies, which are widely used in industry to improve process efficiency and eliminate waste.
Countermeasure Action :
Make a monthly summary of the red bin record. Do Pareto analysis defect-wise and then part-wise. Take action on top defects as per the Pareto chart for each section/shop. Take action as per internal QPCR criteria. It can be the top 2 or 3 defects. Also, decide the quantity for daily analysis. It can be 5 or 10 as per requirement. Find out the root cause by using a cause-and-effect diagram and why-whyanalysis. Countermeasure action should be implemented and results should be verified at least once a month. The countermeasure should be recorded in the red bin defect tracking sheet so that the trend can be monitored in relation to the countermeasure action taken.
Standardization & Horizontal Application :
After implementation of the countermeasure update the relevant documents & get them approved. Provide training to the concerned person. Also horizontally implement the action on a similar process or part. Also update the relevant document of a similar part or process.
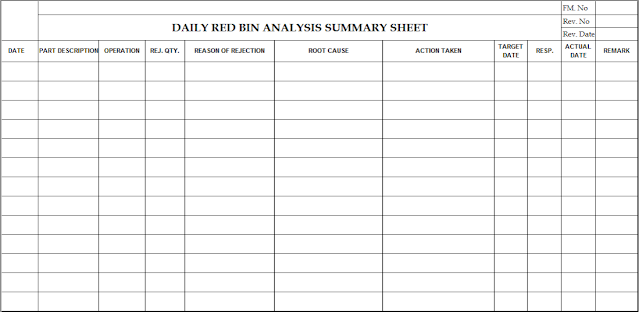
Red Bin Analysis Sheet :
In the red bin analysis sheet, we do recording of rejections on a daily basis. After recording and analysis in this sheet, move all rejections to the scrap area from all the red bins. The responsible person should take action accordingly within the time period defined. The below details should be entered in the red bin analysis sheet.
- Part description ( Part name/number)
- Operation
- Rejection Qty ( Rework Qty can be added)
- Reason for rejection ( Mode )
- The root cause ( Brainstorming and why-why analysis )
- Action Plan
- Target date / Actual date (Status)
- Responsibility
Red Bin Analysis Format:
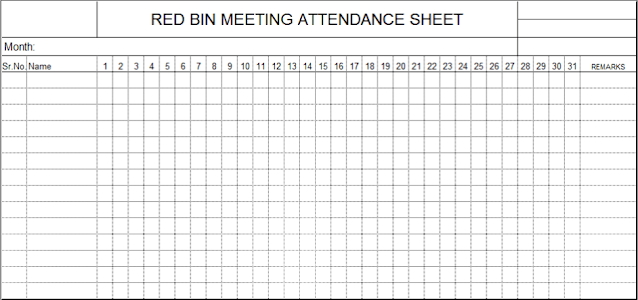
Red Bin Meeting Attendance Sheet :
In this sheet, attendance is marked off all the CFT members on a daily basis while doing red bin meetings. All members with leaders should present in the red bin meeting effectively.
FAQ (Frequently Asked Questions)
What is red bin analysis in manufacturing?
Red bin analysis is a quality method used to collect and analyze defective parts to identify root causes and take corrective actions.
What is the colour of bin used for rejected parts?
Red color is used to indicate rejection or non-conforming products.
How often should red bin analysis be done?
Ideally, it should be done daily for effective control.
What tools are used in red bin analysis?
5 Why, Fishbone Diagram, Pareto Analysis, and basic QC tools are commonly used.
Conclusion
Red Bin Analysis is a simple yet highly effective quality tool that can transform your rejection control process if used correctly. It not only helps in identifying defects but also ensures long-term improvement through structured root cause analysis.
If you are working in manufacturing, implementing a disciplined red bin system can give immediate and visible results in quality improvement.
thank you very much
It was very useful for me